Walcowanie gwintów / Walcowanie profili
Przy zastosowaniu procesu z dwoma (2) walcami przedmiot obrabiany jest zwykle umieszczany na podtrzymce. Co najmniej jedno (1) wrzeciono walcarki ma ruch posuwowy w celu przeprowadzenia procesu kształtowania. Jednocześnie walce obracają się synchronicznie wywierając nacisk na przedmiot obrabiany, podczas którego ukształtowany zostanie walcowany profil.
Parametry wpływające na siłę walcowania:
- Twardość - im wyższa twardość detalu, tym większa siła walcowania
- Stopień odkształcenia materiału - im większe odkształcenie materiału , tym wyższa siła walcowania
- Powierzchnia styku - im większa powierzchnia styku narzędzia z detalem obrabianym, tym większa siła walcowania
Walcowanie wgłębne walcami cylindrycznymi
Walcowanie wgłębne gwintów oparte jest na jednym parametrze: skok gwintu przedmiotu obrabianego = skok gwintu rolki walcującej. Powoduje to synchroniczny ruch obrotowy detalu obrabianego i walców. Nie występuje ruch poosiowy. Niezbędna siła walcowania określona jest średnicą i długością gwintu.
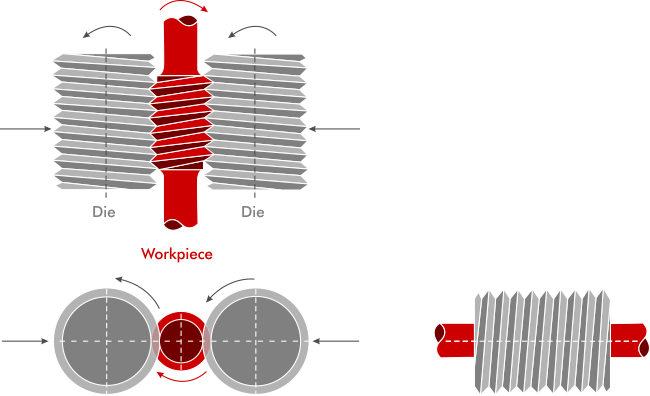
Największą zaletą procesu walcowania wgłębnego jest szybkość. Po prostu nie ma szybszego procesu wytwarzania gwintów, szczególnie w przypadku dużych wymiarów.
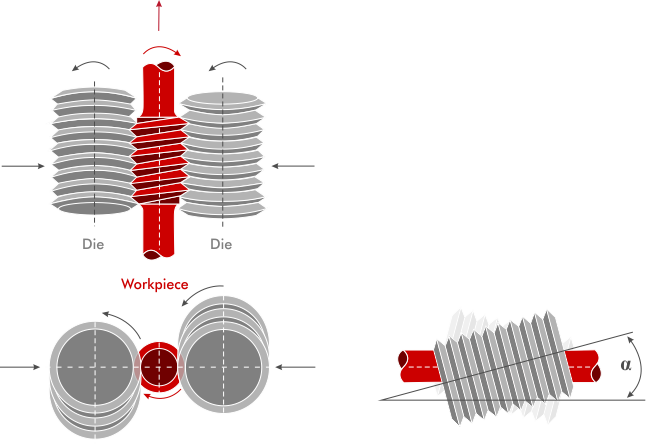
Walcowanie przelotowe walcami pierścieniowymi
Walcowanie przelotowe stosuje się zawsze, gdy Długość walcowanego profilu jest większa od maksymalnej szerokości walców.
Walce do przelotowego walcowania składają się z 3 części: wejścia, części kalibrującej i wyjścia. Rysunek przedstawia walce pierścieniowe bez kąta pochylenia linii śrubowej. Kąt ten uzyskuje się przez skręcenie osi walców.
Walce o skorygowanym profilu różnią się od walców pierścieniowych. Mają one naniesiony profil z kątem pochylenia linii śrubowej. Dodatkowo można zmieniać kat położenie tych walców. Suma kąta pochylenia linii śrubowej na walcach oraz kąta skręcenia osi walców daje pełny kąt wzniosu linii śrubowej przedmiotu obrabianego.
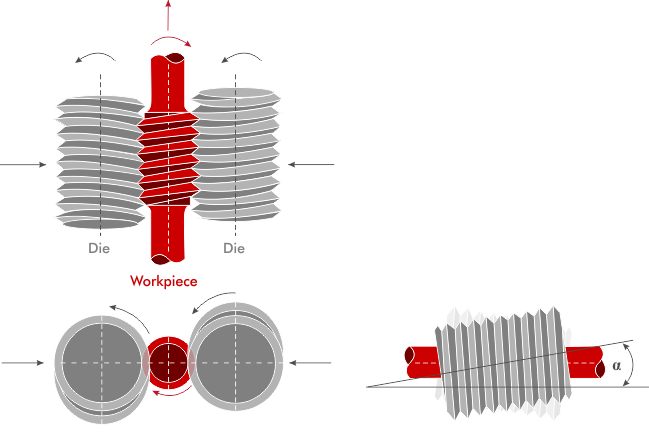
Dzięki walcowaniu przelotowemu z użyciem walców o skorygowanym profilu możliwe jest wykonanie dużych gwintów za pomocą mniejszych maszyn o średniej sile walcowania.