스레드 롤링/프로파일 롤링
공정이 2개의 롤링 다이스와 함께 사용되는 경우 일반적으로 부품은 지지 블레이드에 배치됩니다. 하나 이상의 롤링 슬라이드에 프로세스를 수행하기 위해 피드 이동이 있습니다. 다이스가 부품과 접촉하면서 회전하는 동시에 프로파일이 형성됩니다.
롤링 하중 매개 변수:
- 고정 - 높을수록 힘이 커집니다
- 변형 - 크기가 클수록 힘이 커집니다
- 접촉부 - 크면 클수록 힘이 높아집니다
원형 다이스와 인피드 롤링
인피드 스레드 롤링은 하나의 매개 변수인 부품 리드(롤링 다이스 리드)를 기반으로 합니다. 이렇게 하면 부품과 다이스가 동시에 회전하게 되며, 축 이동은 발생하지 않습니다. 필요한 롤링 압력은 나사산 직경 및 길이로 결정됩니다.
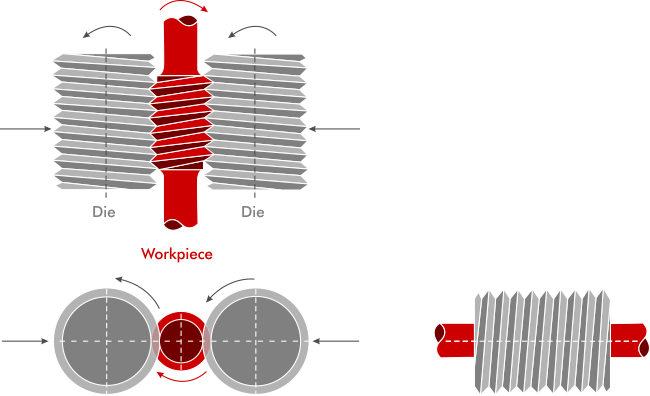
인피드 롤링 프로세스의 가장 큰 장점은 속도입니다. 특히 큰 사이즈의 스레드 제조에서 이보다 빠른 프로세스는 없습니다.
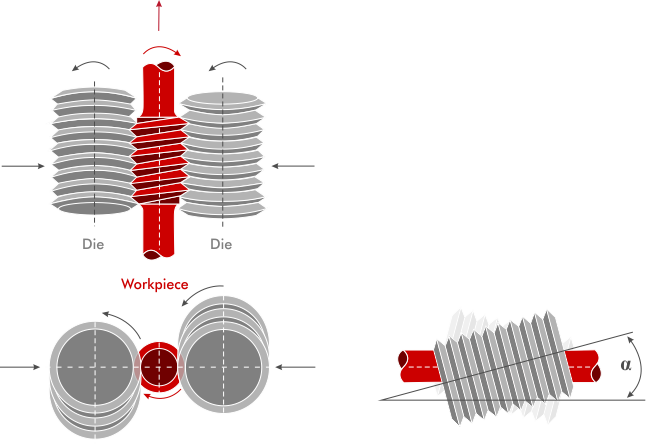
그루브 다이스를 사용한 스루 피드 롤링
스루 피드 스레드 롤링은 부품 프로파일이 최대 롤링 다이스 폭보다 긴 경우에 항상 사용됩니다.
스루 피드 다이스는 리드인, 캘리브레이션, 리드 아웃의 세 가지 영역이 있습니다. 스케치는 어떠한 리드도 없는 그루브 다이스를 보여줍니다. 리드 각도는 다이스 회전에서 발생합니다.
리드가 보정된 다이스가 포함된 스루 피드 롤링
리드가 보정된 다이스는 그루브 다이스와 다르게 프로파일에 리드가 포함되어 있습니다. 또한 이 다이스들은 회전을 합니다. 다이스의 리드 각도 및 회전 각도의 합은 부품의 리드 각도입니다.
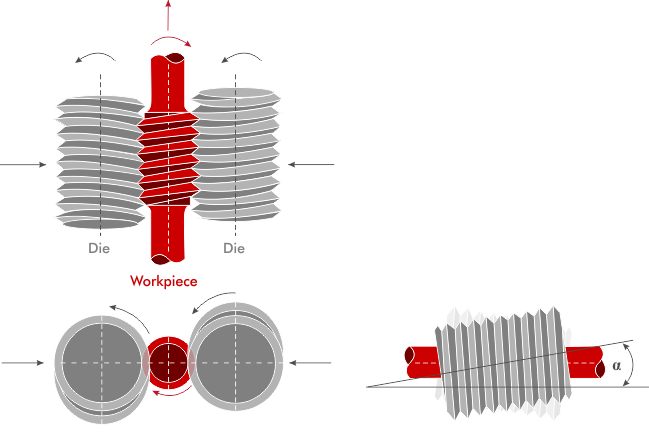
리드 보정 롤링 다이스를 사용한 스루 피드를 사용하면 큰 스레드에 중간 정도의 롤링 힘을 가진 더 작은 기계로도 사용할 수 있습니다.
TR110 사다리꼴 스레드의 스레드 롤링: