Roulage de filets / roulage de profils
Avec un process de roulage de filets avec des machines à 2 rouleaux, la pièce est placée au centre sur une règle de support entre les outils. Au moins un chariot de roulage génère l'avance pour pénétrer dans la pièce. En même temps, les outils roulent sur la pièce par rotation. Leur profil est transféré sur la pièce.
Paramètres dont dépend la force de roulage
- La force du matériel - plus la force est forte, plus elle est élevée
- Degré de déformation - plus la force est importante, plus elle est élevée
- Surface de contact - plus la force est importante, plus elle est élevée
Roulage en plongée
Roulage en plongée standard pour les dimensions de filets courts
Le roulage en plongée est basé sur le fait que les outils de roulage de filets pénètrent dans la pièce avec la même progression que celle-ci et forment le filet. La force de roulage nécessaire est principalement déterminée par le diamètre nominal, le pas et la longueur du filet.
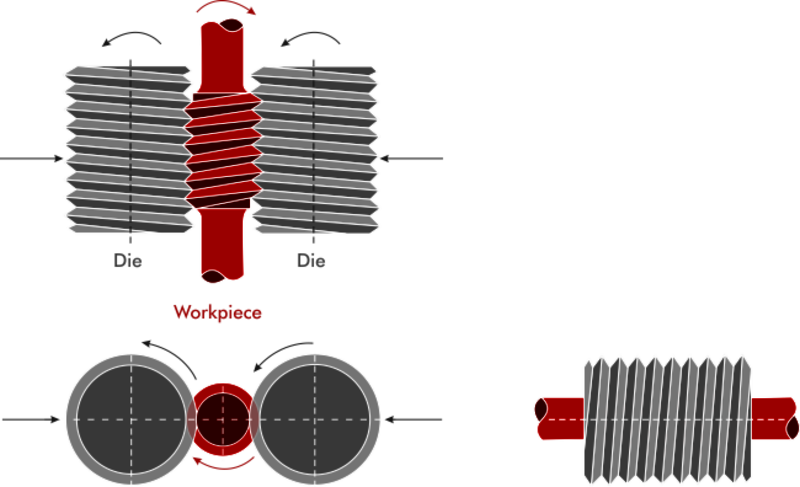
Le plus grand avantage du procédé de roulage en plongée est la vitesse. En d'autres termes, il n'existe pas de procédé de fabrication plus économique pour les filets, même dans les grandes dimensions.
Roulage en continu avec rouleaux rainurés
Le roulage en continu est toujours utilisé lorsque le profil de la pièce est plus long que la largeur de l'outil de roulage. Les outils continus sont caractérisés par 3 sous-domaines - l'entrée, la partie de calibrage et la sortie. Les rouleaux rainurés n'ont pas de pas et sont pivotés avec l'angle d'inclinaison α du profil à réaliser. Les outils à rainures sont peu coûteux à fabriquer et représentent le procédé éprouvé de roulage en continu.
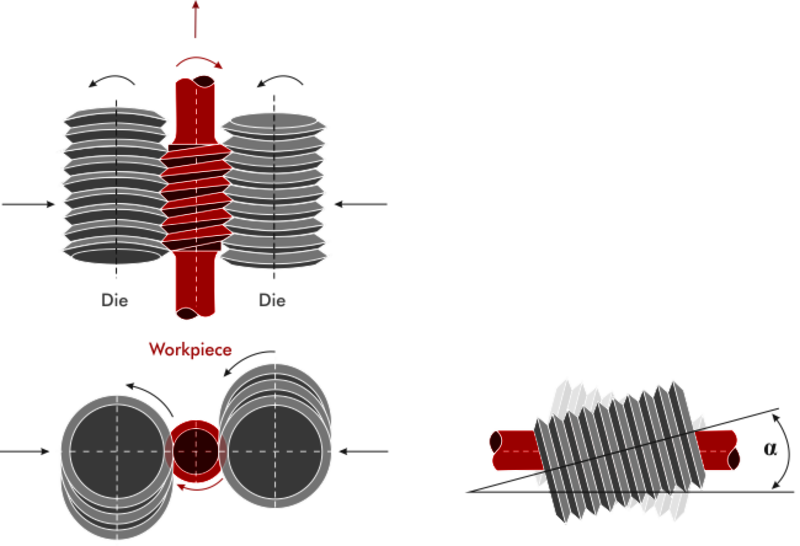

Roulage continu avec rouleaux à pas corrigés
Les rouleaux à pas corrigés se distinguent des rouleaux à rainures par un pas dans le profil. La somme de l'angle d'inclinaison des outils et de l'angle de pivotement α donne l'angle d'inclinaison dans la pièce. Il est ainsi possible d'obtenir une vitesse en continu rapide des pièces avec un taux de retournement plus faible ou une vitesse en continu faible avec un taux de retournement élevé, ce qui est décisif pour la qualité réalisable du profil de la pièce.
