Walcowanie wielowypustów
Typowe wielowypusty nadające się do walcowania
Typ: DIN 5480; Wielowypusty ewolwentowe; Wielokarby
Modul: < 2
Walcowanie wgłębne
Proces firmy Profiroll walcowania na zimno wielowypustów opiera się na dwóch (2) walcach cylindrycznych, które są przesuwane w głąb materiału z posuwem CNC. Przy zastosowaniu tego procesu możliwa jest nieograniczona liczba obrotów detalu obrabianego. Tradycyjny proces z użyciem listew walcujących jest ograniczony ze względu na skończoną długość samych listew.
Zwłaszcza w przypadku obróbki detali o wysokich wymaganiach jakościowych nie ma alternatywy dla techniki walców cylindrycznych.
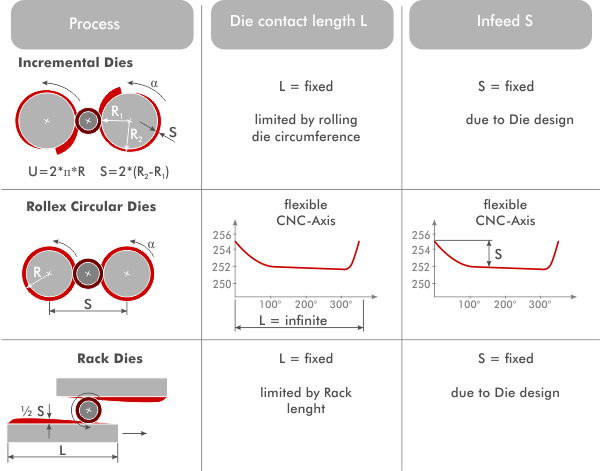
Walcowanie wielowypustów za pomocą maszyn Rollex
Wykorzystanie technologii walcowania wielowypustów PROFIROLL w połączeniu z centrami walcującymi wielowypusty ROLLEX pozwala Państwu uzyskać więcej korzyści dla swojej firmy. Nasz proces oferuje elastyczne rozwiązania dla dowolnych wielowypustów skrzyń przekładniowych i elementów napędowych.
W pełni sterowana CNC maszyna może obsługiwać do 5 różnych zestawów narzędzi walcujących. Każde ustawienie maszyny zostanie opracowane dla unikalnego detalu obrabianego Klienta. W rezultacie wielowypusty mogą być walcowane bardziej stabilnie i kontrolowane bez jakiejkolwiek zmiany narzędzi ani przerwy konserwacyjnej.
Jedna z zalet tego sterowania zastosowana w procesie walcowania przelotowego:
W konstrukcji przekładni coraz częściej stosuje się wały wydrążone. Walcowanie wielowypustów na takich pustych w środku wałach jest prawdziwym wyzwaniem dla każdej, opartej na sile, koncepcji, takiej jak walcowanie na zimno. Siły walcowania do 100 kN przyłożone do ścianki o małej grubości – łatwo wyobrazić sobie, że mogą wystąpić niepożądane odkształcenia.
Firma Profiroll wykorzystuje tutaj doświadczenie w dziedzinie walcowania gwintów, gdzie gwinty o większej długości walcowane są w procesie walcowania przelotowego. Krok po kroku cały zarys jest walcowany z odpowiednią siłą walcowania. Proces ten został dostosowany do walcowania wielowypustów. Wielowypust na wale drążonym nie jest już kształtowany w jednym cyklu dosuwu wgłębnego, lecz sukcesywnie przemieszczając się w przestrzeni roboczej maszyny. W ten sposób powierzchnia styku jest zminimalizowana i powstaje wielowypust o wysokiej jakości.
Jednym z przykładów zastosowania walcowania przelotowego jest wydrążony wał pędny. Wielowypusty walcowane są jeden po drugim. Ponieważ wał jest wydrążony, to niekiedy konieczne jest walcowanie jednego lub więcej wielowypustów tą specjalną metodą.
Walcowanie wielowypustów o określonym wzajemnym położeniu liniowym
Aktualne obecnie zagadnienie to produkcja kilku wielowypustów o określonym wzajemnym położeniu liniowym. W przypadku takich przedmiotów obrabianych ważne jest, aby wybrać odpowiedni proces: mocowanie przedmiotu obrabianego i walcowanie wielowypustów jeden po drugim w kilku pozycjach walcowania czy wykonanie w jednej operacji wszystkich wielowypustów jednocześnie.