Typickou technologií výroby závitů je zápichové válcování. Obrobek je po celé délce tvářeného profilu v kontaktu s tvářecím nástrojem, který za studena vniká do materiálu a tváří profil tak jak je vybroušen v nástroji. Zásadním parametrem je rychlost tváření – ta nesmí být ani moc rychlá, ani moc pomalá.
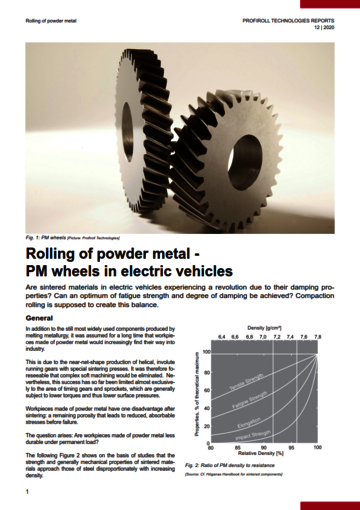
Ozubená kola vyrobená sintrováním lze na povrchu nadále zhutňovat, což významnou měrou pozitivně ovlivňuje mechanické vlastnosti jako únosnost a únavová pevnost zubů. Toto zhutnění povrchu zachovává porositu v jádru komponenty, tudíž významnou schopnost tlumících efektů, které mají zásadní vliv na hlučnost chodu např. v převodovce.
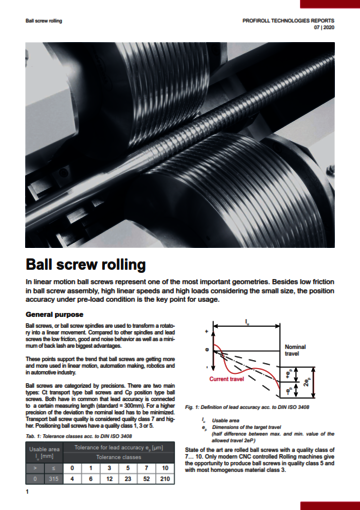
Válcování kuličkového závitu klade nejvyšší kvalitativní nároky na stroj a nástroj. K zajištění spolehlivého výrobního řetězce je nutné věnovat značnou péči také výběru materiálu a tepelnému zpracování k dosažení požadované kvality dílu. Následující článek osvětlí základy do válcování kuličkového závitu.
Válcování vroubkování (rádlování) je po válcování metrického závitu nejčastější aplikací válcování za studena. Vroubkování může být válcováno v několika různých provedeních profilu. Provedení profilu společně s požadavky na kvalitu výsledného dílu zásadně ovlivňují výběr správného stroje a nástroje.
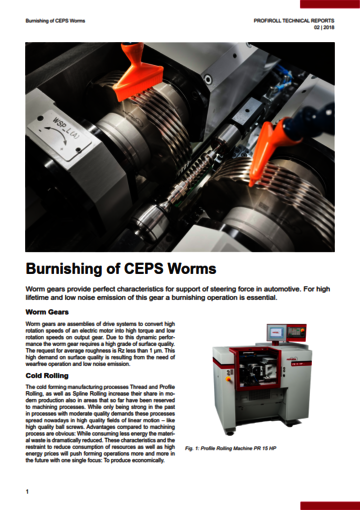
Hlazení CEPS šneků řízení je aktuálním tématem v oboru tváření zastudena. Povrch třískově obráběných šneků je možné zahladit pomocí válcovacího procesu a tím značně vylepšit výslednou jakost povrchu. Více informací naleznete v přiloženém článku.
Příklad praktické aplikace válcování drážkování protlačovacím způsobem. V tomto článku se dozvíte více o vývoji profilu drážkování a speciálního válcovacího procesu pro tváření drážkování na duté hřídeli, které slouží pro velice přesné zalisování do rotorového paketu.