Diş Ovalama / Profil Ovalama
Ovalama işleminde iki (2) Röle arasında iş parçası tipik olarak bir destekleme bıçağına yerleştirilir. En az bir (1) ovalama kızağı şekillendirme işlemini gerçekleştirmek için bir besleme hareketi gerçekleştirir. Eşzamanlı olarak kalıplar iş parçası ile temas halinde senkron olarak dönmekte olup profil oluşmaktadır.
Ovalama kuvveti parametreleri:
- Sertlik - arttıkça Kuvvet de artar
- Deformasyon - büyüdükçe, kuvvet de yükselir
- Temas alanı - büyüdükçe, kuvvet de yükselir
Dairesel kalıplarla Hammadde Yuvarlanması
Besleme dişi yuvarlanması bir parametreye dayanır: iş parçası ucu = haddeleme yolu ucu. Bu, parçanın senkron dönme hareketi ile sonuçlanır ve ölür. Eksenel hareket olmaz. Gerekli yuvarlanma kuvveti, diş çapı ve uzunluğu ile tanımlanır.
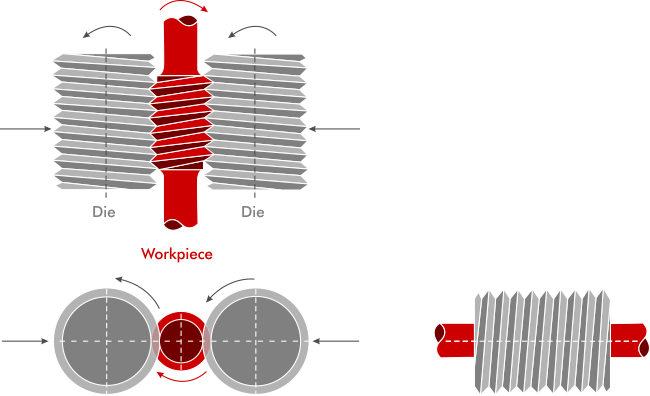
Besleme haddeleme işleminin En Büyük Avantajı Hız. Özellikle büyük ebatlarda Threads üretimi için daha hızlı bir işlem yoktur.
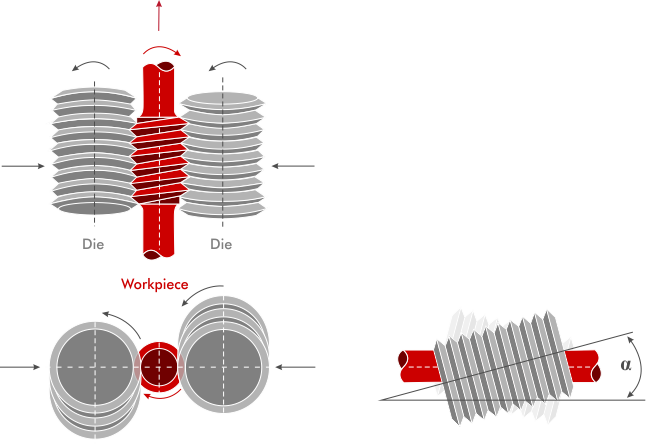
Oluk Kalıpları ile besleme yuvarlanması sayesinde
İş parçacığı profili maks. yuvarlanma kalıbı genişliği.
Besleme kalıplarında 3 farklı alan bulunur: Giriş, Kalibrasyon ve Çıkış. Çizikli resimler Groove Kurşunsuz ölür. Kurşun açısı, kalıpların döndürülmesinden kaynaklanır.
Kurşun Düzeltilmiş Kalıplarla Yem Yuvarlanması
Kurşun düzeltilmiş Dies, Groove Dies'ten farklıdır. Profilde yer alan bir müşteri adayları var. Ek olarak, bu kalıplar döner. Kalıpların kurşun açısının ve dönme açısının toplamı = iş parçasının kurşun açısı.
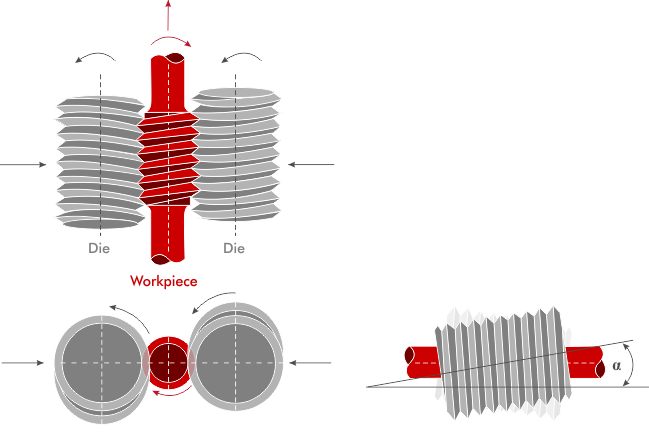
Kurşunlu düzeltilmiş haddeleme silindiri kullanarak geçiş beslemeli haddeleme ile, büyük dişliler için orta haddeleme kuvvetine sahip daha küçük makineler de kullanılabilir.