Laminación de Roscas y Perfiles
Usando el proceso con dos rodillos la pieza se coloca normalmente sobre una regleta. Por lo menos uno de los rodillos tiene movimiento axial para realizar el conformado. Simultáneamente los rodillos están girando de manera sincrónica en contacto con la pieza de manera que el perfil es conformado.
Parámetros que influyen en la fuerza de laminado:
- Resistencia – mayor Resistencia- mayor fuerza
- Deformación - mayor Deformación- mayor fuerza
- Ara de Contacto - mayor Area de Contacto- mayor fuerza
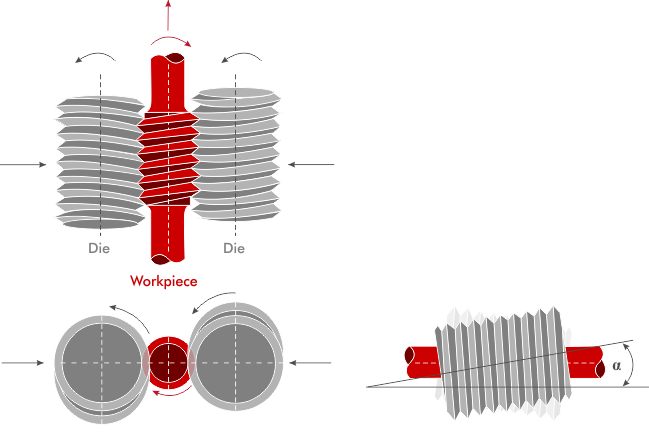
Laminación a Plongee con Rodillos Circulares
La laminación a Plongee se basa en un parámetro: Hélice de la pieza= Hélice del rodillo. Esto hace que el movimiento rotacional de la pieza y de los rodillos sea sincrónico. No se produce ningún movimiento axial. La fuerza de laminado viene definida por el diámetro y longitud de la rosca.
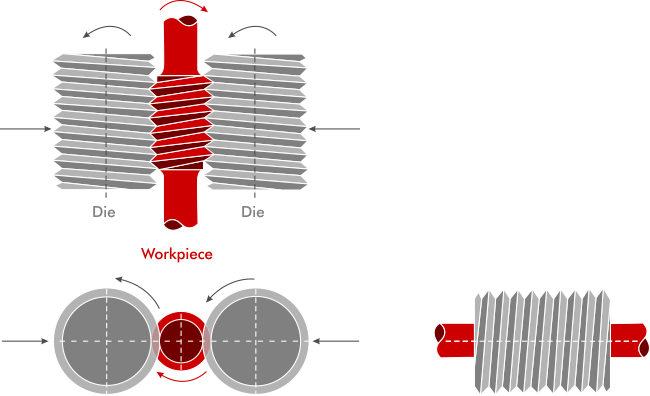
Laminación en enfilada con Rodillos de Anillas
La enfilada se usa siempre que la longitud de la rosca es mayor que el ancho de los rodillos.
Los rodillos de enfilada tienen 3 zonas: entrada, Calibración, salida. El dibujo muestra unos rodillos sin hélice. La hélice se consigue inclinando los cabezales.
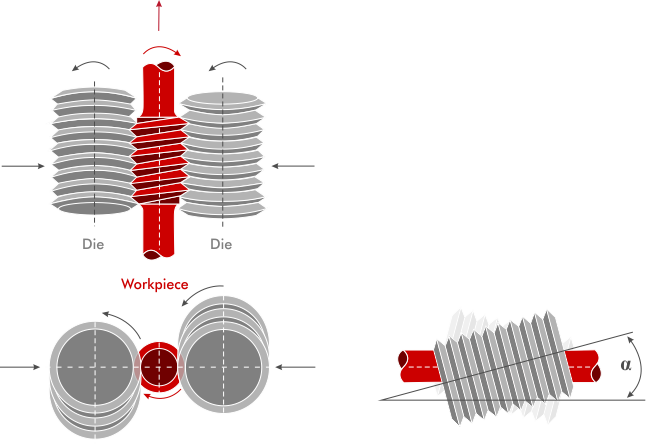
Laminación en enfilada con rodillos de hélice corregida
Los rodillos de hélice corregida son diferentes de los rodillos de anillas. Tienen una hélice y además hay que inclinar los cabezales. La suma del ángulo de la hélice + inclinación de los cabezales= ángulo de la hélice de la pieza.